What are the Different Types of Metal Extrusion Processes?

What are the different types of metal extrusion processes?
- Cold extrusion
- Hot extrusion
- Micro extrusion
- Friction extrusion
- Impact extrusion
Extrusion is one of the most important techniques used in metal fabrication. Although the processes may vary across various types of metal extrusion processes, the idea remains relatively consistent throughout each method. It starts by choosing a billet that is made out of different types of metals or alloys — be it magnesium, steel, copper, or aluminum. The billet is then subject to high temperatures in order to “soften” it before it becomes malleable enough to be forced through the opening of a die. This die features cross-sections that eventually shape the material before it’s ejected from the extruding machine.
In this article, you’ll encounter the following types of metal extrusion: cold extrusion, hot extrusion, friction extrusion, micro extrusion, and impact extrusion. Read on to learn more.
Cold Extrusion
Unlike what has been mentioned before about the typical extrusion method, the cold extrusion does not begin with heating an alloy or metal specimen to the ideal temperature. Instead, manufacturers will work with a specimen in room temperature environments or an environment with only minimal heating.
In a cold extrusion machine, the specimen will be pushed through the opening of a die with the help of a consistently applied pressure — this is typically done with the assistance of a metal punch. In order to ensure that the shape of the resulting material stays consistent throughout this method, the die is stably fixed to the machine to avoid any deformations on the product.
Metals that are commonly cold extruded can be steel, aluminum, lead, or tin. Unlike other types that you’ll learn more about in this list, cold extrusion does not result in any oxidation on the metal/alloy, giving it a number of enhanced physical and mechanical attributes.
Hot Extrusion
As the name suggests, hot extrusion involves the heating of a chosen billet specimen before it is applied pressure in order to follow the cross-sections of the die. Although there are different metals and alloys that can be used in this process, it’s more commonly associated with steel material in coming up with durable profiles.
Typically, hot extrusion is conducted under temperatures that are beyond the recrystallization temperature of the given material. Simply put, this is the temperature at which modifications can be done on it, as the material becomes more ductile and flexible this way. For example, the recrystallization temperature for steel would range from 400 to 700 °C. Any hot extrusion process that will have to be performed should be above this range.
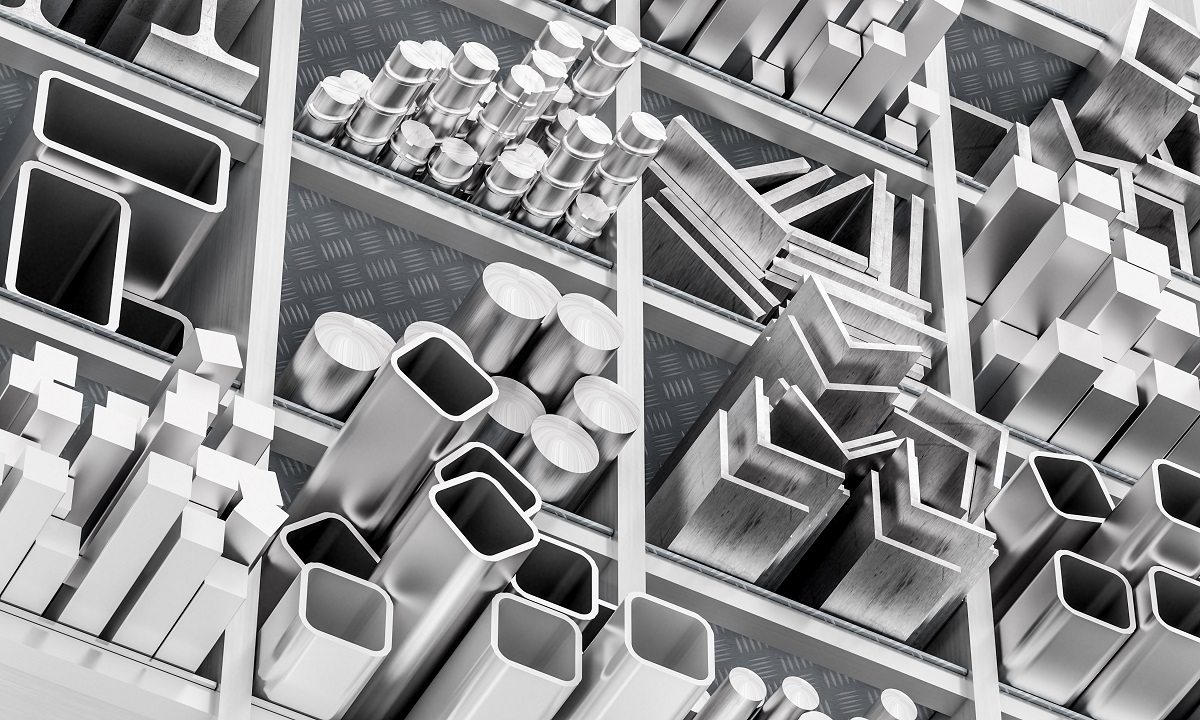
Several applications of the hot extrusion process can be found in the numerous steel beams and sections that you may spot in construction work. These can be I-sections, C-shaped beams, HSS (Hollow Steel Sections), angled beams, seamless/non-seamless pipes, angled beams, L-beams, or any angled bars. They are suitable for structural use due to the durability and stability that they provide.
Micro Extrusion
Micro extrusion is one of the newer and more lately-developed forms of this process. Compared to the previous techniques, micro extrusion focuses more on the mass production of metal parts that have small measurements. With this in mind, the end-products can be used for distribution, not for structural applications, but for uses that require high precision.
The most distinct features of micro extrusion are the 1-millimeterDifferent Types of Metal Extrusion Processes-sized cross-sections of the die. This allows manufacturers to come up with miniature products such as micro-pins, stents, small tubes, catheters, and many more. These products are widely used in the medical field, as the less than, or equal to 1-millimeter designs are ideal for any implant-related operations. More than that, micro extrusion is also beneficial for high-capacity productions for cost-efficient, and short lead times.
Friction Extrusion
As you’ve learned, hot extrusion is done by heating a billet first before it is passed through the die. This process is dependent on a high heat source that is externally applied on the billet, making sure that it is ductile, but not to the point of melting.
On the other hand, friction extrusion does not require any external heat. Instead, it relies on frictional heat that is hydrostatically produced by rotating the billet or any kind of metal flakes or pulverized metal. What this does, is that it plasticizes the specimen due to the frictional heat produced after coming into contact with the rest of the metal die. As it passes through the tooling die, it forms tubes, wires, cables, or rods that can be used for various component-manufacturing.
For manufacturers, friction extrusion is an energy-saving choice as it requires less power consumption due to the absence of external heat application. It’s also an efficient process and its use is gaining traction among metal extruders.
Impact Extrusion
In the most basic types of extrusion, consistent pressure is an important consideration. This is what helps the specimen fit through the die’s cross-section, while still maintaining consistency in the design and shape.
Knowing this, the impact extrusion technique involves an exaggerated amount of force to be applied to the specimen. This is made possible through the use of a high-powered hydraulic press or machine that will physically force any kind of metal slug into the tolling die.
Think of an impact extrusion machine that features these basic components: the hydraulic press, metal die, and a puncher. It’s fast and is capable of producing complex metal parts with threaded features — i.e. screws, nuts, and bolts.
Key Takeaway
Five types of metal extrusion processes that you’ve discovered with this short guide are once again, impact extrusion, hot extrusion, cold extrusion, friction extrusion, and micro extrusion.
The idea of extrusion is present in all of these methods — that is, with the use of a metal or an alloy specimen that has to pass through a die featuring a cross-sectional design. However, there are some differences, for example, with the type of heat applied and the kind of products that result from the chosen techniques. Nevertheless, each of them has been useful for a number of industries, be it for structural or simply functional use.